纺织机左箱体的精密加工制造 机械设备与关键配件解析

纺织机作为纺织工业的核心设备,其性能与稳定性直接关系到生产效率和产品质量。左箱体作为纺织机(尤其是各类纺纱机、织布机)的关键结构部件,承载着传动系统、支撑核心轴系及部分控制系统,其加工制造质量至关重要。本文将系统阐述纺织机左箱体的加工制造流程、所需的机械设备以及相关的关键配件。
一、 左箱体的功能与制造要求
左箱体通常为结构复杂的铸铁件或焊接钢结构件,内部需加工出高精度的轴承孔、齿轮安装面、密封面以及各种螺纹孔。其核心制造要求包括:
- 尺寸精度与形位公差:各轴承孔系的同轴度、平行度、孔间距精度要求极高,以确保传动平稳,减少振动和磨损。
- 表面质量:配合表面需达到一定的粗糙度要求,以保证密封性和配合件的使用寿命。
- 材料与力学性能:需具有良好的刚性、减震性和尺寸稳定性,常采用HT250、HT300等灰铸铁或特定牌号的钢材。
- 工艺性:结构设计需考虑铸造或焊接的可行性,以及机械加工时的定位、夹紧和刀具可达性。
二、 核心加工制造工艺流程
典型的左箱体加工流程遵循“先面后孔”、“先粗后精”、“基准统一”的原则:
- 毛坯准备:铸造毛坯经清砂、去除浇冒口,或钢结构件经焊接、去应力退火。
- 粗加工:在龙门铣床或大型数控铣床上,对箱体的结合面、底面、端面进行粗铣,去除大部分余量,为后续工序建立初步基准。
- 时效处理:对于铸铁件,粗加工后可能进行自然或人工时效,以充分释放内应力,防止后续加工和使用中变形。
- 半精加工与精加工:
- 平面加工:在精密数控铣床或加工中心上,精铣各安装平面、结合面,确保平面度与表面光洁度。
- 孔系加工:这是最关键的工序。使用卧式加工中心或数控镗铣床,在一次装夹或使用精密夹具保证基准统一的前提下,完成所有轴承孔、定位销孔、螺纹底孔的精镗、铰孔、攻丝等工序。高精度孔常采用坐标镗削或金刚石镗削工艺。
- 辅助工序:包括钳工去毛刺、清洗、在各加工表面涂防锈油、对非加工面进行喷漆处理等。
- 检测与装配:使用三坐标测量机、激光干涉仪、气动量仪等高精度检测设备,对关键尺寸和形位公差进行全面检测。合格后,转入装配线,与轴承、齿轮轴、密封件等配件进行装配。
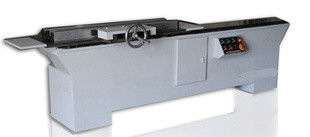
三、 关键加工机械设备
- 数控龙门铣床/加工中心:用于大平面和轮廓的粗、精加工,刚性好,工作台承载能力强。
- 卧式加工中心:是箱体类零件加工的利器。其回转工作台允许工件一次装夹完成多面加工,特别适用于需要加工多个垂直或倾斜孔系的左箱体,能极大保证位置精度。
- 数控镗床/精密镗铣床:专为高精度孔加工设计,尤其擅长深孔、大直径孔和孔系的镗削,主轴刚性和精度极高。
- 立式加工中心:适用于加工顶面、侧面及上面的孔系,作为补充设备。
- 专用组合机床或柔性生产线:在大批量生产中,为提高效率,会设计针对特定左箱体的多轴、多工位组合机床或由多台加工中心组成的柔性制造单元(FMC/FMS)。
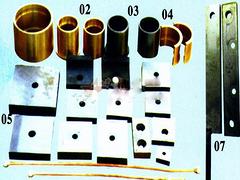
四、 相关重要配件
左箱体加工和装配过程中,涉及大量精密配件,其质量同样不容忽视:
- 刀具系统:
- 镗刀:精镗刀、微调镗刀、金刚石镗刀等,用于保证孔的尺寸精度和表面质量。
- 铣刀:面铣刀、立铣刀、玉米铣刀等,用于平面和型腔加工。
- 钻头、铰刀、丝锥:用于标准孔加工。
- 夹具与检具:
- 专用夹具:确保工件在加工过程中定位准确、夹紧可靠,减少变形。常采用液压或气动夹紧方式。
- 检具与量仪:包括专用通止规、位置度检具、三坐标测量机测头等。
- 功能配件(装配于箱体内):
- 滚动轴承:如深沟球轴承、圆柱滚子轴承、角接触球轴承等,用于支撑主轴。
- 密封件:旋转轴唇形密封圈(油封)、O型圈等,防止润滑油脂泄漏和灰尘侵入。
- 定位销:圆柱销或圆锥销,用于箱体与机架或其他部件的精确定位。
- 高强度紧固件:内六角螺钉、双头螺柱等,用于箱体各部分的连接。
纺织机左箱体的加工制造是一项集材料科学、精密机械加工、检测技术于一体的系统工程。它不仅依赖于先进的数控机床(如加工中心、精密镗床),更离不开合理的工艺规划、高精度的工装夹具以及优质的刀具和功能配件。只有各个环节协同配合,才能制造出满足高速、高效、长寿命运行要求的优质左箱体,为整台纺织机的卓越性能奠定坚实基础。
如若转载,请注明出处:http://www.nxwzjlf.com/product/57.html
更新时间:2026-02-04 13:39:28